西辛庄镇新机电EAMON牌BH120R-L2-30-B2-D1-S7免维护伺服减速机
文章来源:ymcdkj
发布时间:2024-05-01 16:23:16
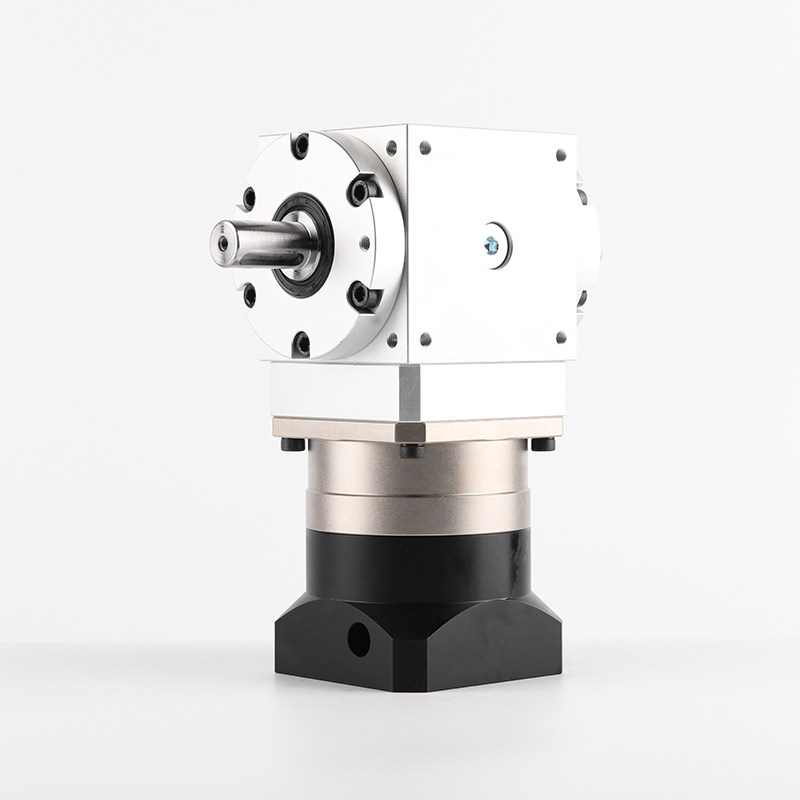
西辛庄镇新机电:EAMON牌BH120R-L2-30-B2-D1-S7免维护伺服减速机
跟着技术立异与高科技产品的不断涌现,零件的精度和表面完整性要求愈来愈高。,广泛用于液压随动系统中精密偶件的阀芯与阀套的配合精度常要求达到M级,录像头、影碟机等精密零件的精度已进步到.1M,激光陀螺平面反射镜的平面度误差要求小于.5MRA《.1M。目前作为传统精密方法的磨削正在向超精密磨削、超精密研磨和抛光等方向发展。精密和超精密磨削的枢纽是 一道工序,要从工件表面降去一层小于或即是工件 精度等级的表面层。
西辛庄 B2-D1-S7免维护伺服减速机
第六种组合方式,由于升速较大,主被动件的转向相反,在汽车上通常不用这种组合。其余的七种组合方式比较常用。
1.保证装配质量。可购或一些专用工具,拆卸和减速机部件时,尽量避免用锤子等其他工具敲击;更换齿轮、蜗轮蜗杆时,尽量选用原厂配件和成对更换;装配输出轴时,要注意公差配合;要使用防粘剂或 油保护空心轴,防止磨损生锈或配合面积垢,维修时难拆卸。
2.润滑油和添加剂的选用。蜗齿减速机一般选用220#齿轮油,对重负荷、启动频繁、使用环境较差的减速机,可选用一些润滑油添加剂,使减速机在停止运转时齿轮油依然附着在齿轮表面,形成保护膜,防止重负荷、低速、高转矩和启动时金属间的直接接触。添加剂中含有密封圈调节剂和抗漏剂,使密封圈保持柔软和性,有效减少润滑油漏。
3.减速机位置的选择。位置允许的情况下,尽量不采用立式。立式时,润滑油的添加量要比水平多很多,易造成减速机发热和漏油。
4.建立润滑维护制度。可根据润滑工作“五定”原则对减速机进行维护,到每一台减速机都有责任人定期检查,发现温升明显,超过40℃或油温超过80℃,油的质量下降或油中发现较多的铜粉以及产生不正常的噪声等现象时,要立即停止使用,及时检修,排除故障,更换润滑油。加油时,要注意油量,保证减速机得到正确的润滑。
西辛庄镇新 -D1-S7免维护伺服减速机
如何配用步进电机驱动器? 根据电机的电流,配用大于或等于此电流的驱动器。如果需要低振动或高精度时,可配用细分型驱动器。对于大转矩电机,尽可能用高电压型驱动器,以获得良好的高速性能。 4,2相和5相步进电机有何区别,如何选择? 2相电机成本低,但在低速时的震动较大,高速时的力矩下降快。5相电机则振动较小,高速性能好,比2相电机的速度高30~50%,可在部分场合取代伺服电机。 5,何时选用直流伺服系统,它和交流伺服有何区别? 直流伺服电机分为有刷和无刷电机。 有刷电机成本低,结构简单,启动转矩大,调速范围宽,控制容易,需要维护,但维护方便(换碳刷),产生电磁干扰,对环境有要求。因此它可以用于对成本敏感的普通工业和民用场合。 无刷电机体积小,重量轻,出力大,响应快,速度高,惯量小,转动平滑,力矩稳定。控制复杂,容易实现智能化,其电子换相方式灵活,可以方波换相或正弦波换相。电机免维护,效率很高,运行温度低,电磁辐射很小,长寿命,可用于各种环境。
伺服行星减速机的主要传动结构为:行星轮,太阳轮,外齿圈.由于结构原因,减速机的单级减速为3,一般不 ,减速机级数一般不超过3,但有部分大减速比减速机有4级减速. 不同于其他减速机的是行星减速机具有高刚性,高精度(单级可到1分以内),高传动效率(单级在97%-98%),高的扭矩/体积比,终身免维护等特点. 行星减速机多数是在步进电机和伺服电机上,用来降低转速,提升扭矩,匹配惯量. 行星减速机额定输入转速可达到18000rpm(与减速机本身大小有关,减速机越大,额定输入转速越小)以上,工业级行星减速机输出扭矩一般不超过2000Nm,特制超大扭矩行星减速机可到10000Nm以上.工作温度一般在-25℃到100℃左右,通过改变润滑脂可改变其工作温度. 关于行星减速机的几个概念: 级数:行星齿轮的套数.由于一套星星齿轮无法满足较大的传动比,有时需要2套或者3套来满足拥护较大的传动比的要求.由于增加了星星齿轮的数量,所以2级或3级减速机的长度会有所增加,效率会有所下降. 回程间隙:将输出端固定,输入端顺时针和逆时针方向旋转,使输入端产生额定扭矩+-2%扭矩时,伺服减速机输入端有一个微小的角位移,此角位移就是回程间隙.单位是"分",就是一度的六十分之一.也有人称之为背隙. 行星减速机是一种用途广泛的工业产品,其性能可与其它品级减速机产品相媲美,却有着工业级产品的价格,被应用于广泛的工业场合。
西辛庄 B2-D1-S7免维护伺服减速机
< -050-S2-P2
经常见的锻形成型法有:热锻、冷锻、温锻,我国以热锻为主。热锻因其成型设备分歧又分为:自在锻造工艺、压力机锻造工艺、平锻机锻造工艺和高速镦锻机锻造工艺。冷辗成型冷辗扩工艺是一种能进步应用率,进步金属组织致密性,坚持金属流线性的进步前辈工艺法,它是一种无屑法。从理论上说,冷辗成型的产物不需进行车削可直接进行热处置及磨削。当前,冷辗扩工艺首要使用于中、小型深沟球轴承,其首要工艺进程为:锻造毛坯(环形)-车削(除沟道)-辗扩(沟及倒角)整径-软磨两头面采用冷辗扩工艺和锻形成型工艺时,产物的精度除了受设备精度影响外,还要受成型模具精度的影响。
上一篇:江苏50mn2e现货供货商